Casting Inspection Methods: CMM, 3D Scan & X-Ray

Casting Inspection Methods: CMM, 3D Scan and X-Ray for Precision Parts
Casting inspection methods have evolved dramatically beyond manual gauging and visual checks — today’s aerospace investment casting quality systems deploy Coordinate Measuring Machines (CMM), structured light 3D scanners, digital X-ray radiography, and fluorescent penetrant inspection in combination to provide 100% dimensional and internal integrity verification on every safety-critical casting.
Aerospace Investment Castings provides expert Casting Inspection Methods — fast, reliable, and trusted by customers.
At Uni Tritech — India’s NADCAP-certified aerospace investment casting foundry — our quality laboratory deploys multiple complementary inspection technologies to meet the dimensional, surface, and internal integrity requirements of Airbus, Collins Aerospace, Safran, HAL, and ISRO programmes. This guide explains each major casting inspection method, what it measures, and when each is the right tool to use.
Why Modern Casting Inspection Methods Matter
Aerospace and defence casting components have become progressively more geometrically complex — thin walls, compound curves, deep pockets, internal passages — while tolerance requirements have tightened from ±0.5 mm a generation ago to ±0.1 mm for critical features today. Traditional inspection methods using verniers, plug gauges, and surface plates cannot efficiently verify these geometries and tolerances.
Modern casting inspection methods — CMM, 3D scanning, and digital radiography — provide quantified, documented, traceable measurement data that satisfies AS9102 first-article inspection requirements, NADCAP quality audits, and Airbus/Collins supplier quality documentation. They also detect problems earlier and cheaper — catching out-of-tolerance castings before expensive machining is performed on non-conforming parts.
CMM (Coordinate Measuring Machine) Inspection
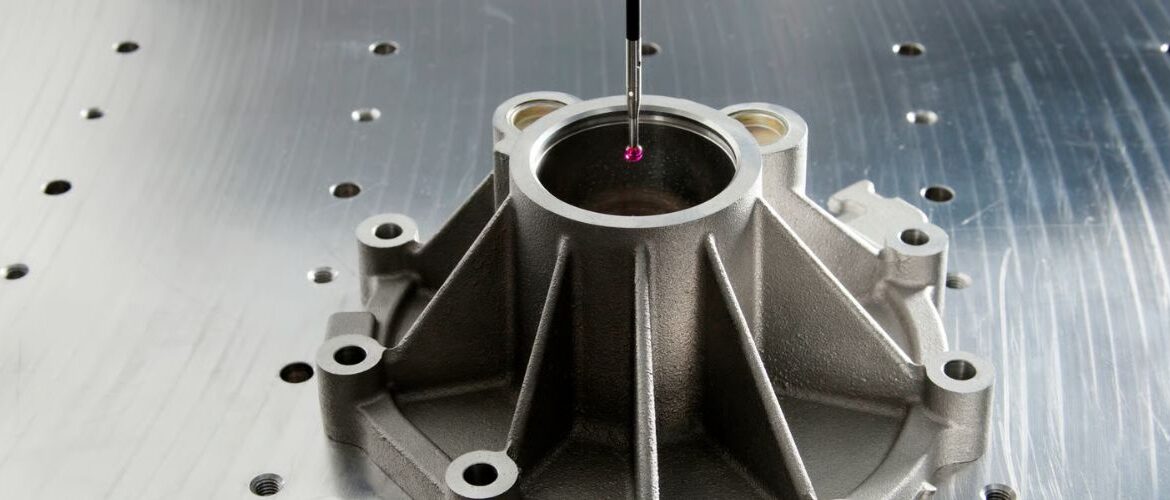
Coordinate Measuring Machine (CMM) inspection is the gold standard for casting dimensional verification — delivering sub-micron repeatability on discrete dimensional features including diameters, positional tolerances, flatness, perpendicularity, and true position per GD&T drawing requirements.
How CMM Casting Inspection Works:
- CAD model import: the customer's 3D CAD model is imported into the CMM measurement software (Calypso, PC-DMIS, or Renishaw Modus).
- Datum establishment: the casting is fixtured and datum reference frame established by probing the specified primary, secondary, and tertiary datums.
- Feature measurement: the ruby probe contacts each specified dimension in sequence — bore diameters, face flatness, hole positions, wall thicknesses.
- GD&T evaluation: measured values are evaluated against GD&T tolerances — positional, runout, profile of a surface — per the drawing specification.
- Report generation: comprehensive dimensional report generated, listing all measured vs nominal values with pass/fail status — ready for FAIR submission.
What CMM Inspection Delivers:
- Measurement uncertainty: ±0.003–0.005 mm on ZEISS or Hexagon CMMs in temperature-controlled laboratory environments.
- Feature range: discrete geometric features: diameters, depths, flatness, angularity, true position, surface profile.
- Documentation: ISO-format dimensional report directly usable for AS9102 first-article inspection reports and NADCAP quality records.
- Speed: medium — a complex casting with 50+ dimensions typically takes 45–90 minutes on CMM with CNC probing cycle.
3D Scanning: Full-Field Surface Inspection
Structured light 3D scanning (blue light scanning) captures the full external surface of a casting as a point cloud of millions of measurement points — enabling cloud-to-CAD comparison that shows deviation across every surface simultaneously. This is fundamentally different from CMM, which measures only discrete features.
How 3D Scanning Works for Casting Inspection:
- Casting preparation: casting is cleaned and optionally coated with scanning spray for reflective surfaces to maximise point cloud quality.
- Multi-angle scanning: the structured light projector captures 6–12 million points from multiple angles — automatically stitched into a single mesh.
- CAD alignment: the point cloud is aligned to the nominal CAD model using best-fit or datum-constrained alignment.
- Deviation map generation: software calculates and colour-codes surface deviation at every point — from negative (undersize) to positive (oversize).
- Report output: full-field deviation maps, wall thickness maps, and selected section profiles extracted and reported for customer review.
When 3D Scanning Outperforms CMM:
- Complex freeform surfaces: turbine blade aerofoil profiles, impeller blade surfaces, and complex curved castings — CMM can only sample these surfaces; 3D scanning captures every point.
- Warpage and distortion: full-field scanning reveals global distortion patterns invisible to discrete CMM measurements.
- Wall thickness mapping: scanning both surfaces simultaneously enables wall thickness verification across the entire casting — critical for thin-wall aerospace parts.
- Speed on complex parts: full-field scan of a complex casting takes 15–20 minutes vs 90+ minutes for equivalent CMM coverage — significantly faster for high-complexity geometries.
X-Ray Radiographic Inspection
X-ray radiographic inspection is the primary casting inspection method for internal defects — complementing CMM and 3D scanning (which only inspect external surfaces) by revealing sub-surface porosity, shrinkage, inclusions, and cold shuts invisible from outside.
Digital Radiography vs Film Radiography:
- Digital radiography (DR): immediate image capture; higher dynamic range than film; digital enhancement capability; permanent electronic archive; no chemical processing.
- Film radiography: established benchmark for ASTM E1030 compliance; some prime contractors still specify film for archive; being progressively replaced by DR.
- Computed radiography (CR): phosphor plate system — intermediate between film and DR; lower resolution than DR but significantly better than film for processing speed.
X-Ray Inspection Standards for Investment Castings:
- ASTM E1030: standard test method for radiographic examination of metallic castings — covers technique, geometry, and documentation.
- ASTM E155: aluminium and magnesium casting reference radiographs — Category 1 (best) to Category 8 (worst) acceptance criteria.
- ASTM E192: investment cast superalloy reference radiographs for gas porosity, shrinkage, and inclusions — Category 0 to Category 4.
- AMS 2175: aerospace material specification for casting classification and inspection — used by Airbus, Boeing, and US defence primes.

Selecting the Right Casting Inspection Method
Different casting inspection methods serve different verification needs. The correct inspection strategy combines methods to achieve comprehensive dimensional and internal integrity verification:
- First-article inspection (FAIR): CMM for all GD&T dimensions + 3D scan for freeform surfaces + X-ray for internal integrity = complete AS9102 FAIR package.
- Production inspection: X-ray on 100% of castings + CMM on critical features sample or 100% as specified + FPI on 100% of critical surfaces.
- Complex aerofoil profiles: 3D scan is mandatory for turbine blade, vane, and impeller aerofoil verification — CMM cannot adequately sample curved surfaces.
- Thick-section pressure parts: X-ray + UT combination for thick-section castings (>50 mm) where X-ray geometric unsharpness limits defect detection capability.
- Rapid development/prototype: 3D scan provides complete first-article dimensional data faster than CMM — ideal for prototype casting development iterations.
Casting Inspection at Uni Tritech
Uni Tritech’s quality laboratory is equipped with the full range of casting inspection methods required for aerospace, defence, and medical precision casting verification:
- CMM inspection: ZEISS and equivalent CMMs in temperature-controlled (20°C ±1°C) laboratory with CNC probing capability and Calypso measurement software.
- 3D scanning: structured light scanning system for full-field surface deviation mapping and wall thickness verification on complex castings.
- Digital X-ray: NADCAP-accredited digital radiographic inspection per ASTM E1030 with ASTM E155/E192 reference radiograph acceptance criteria.
- FPI: NADCAP-accredited fluorescent penetrant inspection per ASTM E1417 Type 1, Method A/C, Level 2/3/4 sensitivity.
- CMM with scanning probe: Renishaw scanning probes on CMM provide point-cloud data for profile-of-a-surface GD&T evaluation on complex castings.
Frequently Asked Questions
The main casting inspection methods are CMM dimensional inspection, 3D structured light scanning, X-ray radiographic inspection, and FPI. Each method detects different defect types and dimensional features — a complete inspection programme combines all methods.
CMM measures discrete features (diameters, flatness, position) to ±0.003 mm accuracy. 3D scanning captures the complete surface as a point cloud, enabling full-field deviation mapping of complex freeform surfaces CMM cannot adequately cover.
Use 3D scanning for turbine blades, impellers, and complex freeform surfaces where CMM cannot adequately sample the geometry. Also use for wall thickness mapping, distortion assessment, and rapid first-article inspection of prototype castings.
Yes. AS9102 first-article inspection requires all drawing dimensions to be measured and documented. CMM provides the traceable dimensional measurement data required for FAIR submission to Airbus, Collins Aerospace, Safran, HAL, and other primes.
Yes. Uni Tritech’s quality laboratory provides CMM dimensional inspection, structured light 3D scanning, NADCAP-certified X-ray and FPI inspection — delivering complete AS9102 first-article inspection packages for aerospace and defence casting programmes.
CMM inspection achieves ±0.003–0.005 mm measurement uncertainty in a temperature-controlled laboratory — sufficient to verify investment casting tolerances of ±0.1 mm and tighter for aerospace GD&T dimensional requirements.
Need CMM, 3D scanning, or X-ray casting inspection for your aerospace components? Uni Tritech delivers NADCAP-certified, AS9102-compliant inspection with complete FAIR documentation. Contact our quality team today.
If you are looking for a Precision Investment Casting equipments or parts manufacturer for aerospace, automative, space, medical in India, Uni Tritech is your ideal partner.
Contact us today to learn more about our services and how we can assist you with your aerospace casting needs. Our team is ready to provide you with the highest quality castings and exceptional customer service.

